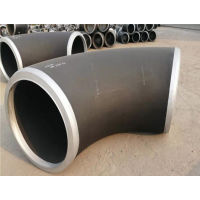
20G合金厚壁弯头 变管路方向的管件。按角度分,有45°及90°180°三种较为常用的,另外根据工程需要还包括60°等其他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属及塑料等。其他名称:90°弯头、直角弯、爱而弯、冲压弯头、压制弯头、机制弯头、焊接弯头等。弯曲半径小于等于管径的1.5倍属于弯头,大于管径的1.5倍属于弯管。即R=1.5D。短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径。D也可以用倍来表示。)若按压力等级来分,大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、Sch100、Sch120、Sch140、Sch160、XXS,其中常用的是STD和XS两种。
管线钢一直采用C、Mn、Si型的普通碳素钢,在冶金上侧重于性能,对化学成分没有严格的规定。自60年代开始,随着输油、气管道输送压力和管径的增大,开始采用低合金高强钢(HSLA),主要以热轧及正火状态供货。这类钢的化学成分:C≤0.2%,合金元素≤3~5%。随着管线钢的进一步发展,到60年代末70年代初,美国石油组织在API5LX和API5LS标准中提出了微合金控轧钢X56、X60、X65三种钢。这种钢突破了传统钢的观念,碳含量为0.1-0.14%,在钢中加入≤0.2%的Nb、V、Ti等合金元素,并通过控轧工艺使钢的力学性能得到显著改善。到1973年和1985年,API标准又相继增加了X70和X80钢,而后又开发了X100管线钢,碳含量降到0.01-0.04%,碳当量相应地降到0.35以下,真正出现了现代意义上的多元微合金化控轧控冷钢。
碳钢弯头的根本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐步变成圆,终成为一个圆形环壳。依据需求,一个圆形环壳能够切割成4个90○弯头或6个60○弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前制造大型碳钢弯头的理想办法。